0 item(s)
View cart
You have no items in your shopping cart.



The first step when looking at fiberglass projects is to decide what is important. Are you concerned about weight? Is strength the most important? Do you need it to be abrasion, corrosion or UV resistant? Do you want to build up thickness quickly? Answering questions like these first will help you choose the best reinforcement and resins for your project.
To make a durable composite laminate you need to have both a reinforcement and a resin. Reinforcements include fiberglass cloth, fiberglass mat, carbon fiber and aramid. Resin holds the reinforcement together and helps it conform to the wanted shape. The most popular resins are polyester, vinyl ester and epoxy.
Many things will determine what fiberglass reinforcement you choose. It will depend on where you are applying it, what properties you need, why you will be using it, the type of resin you want to use and the cost.



Fiberglass cloth, also known as fiberglass fabric, is low in weight and becomes strong when combined with resin. It works well for building composite parts, making molds and for fiberglass repairs. The lower weight fabrics are great for waterproofing. It becomes transparent when resin is added. The heavier fabrics are stronger and build up thickness quicker.
The 6, 7.5 and 10 ounce plain weave fabrics are the most commonly used. They have a simple plain weave pattern that is uniform in strength both horizontally and vertically. This pattern has warp and fill yarns that are interlaced over and under each other in alternating fashion. The plain weave is the easiest to handle since it does not unravel as much as the other weaves when cut.
Most fabrics are sold by the yard and come in 38”, 50” and 60” widths. There is also the option of fiberglass tape. The widths on these range from 1” to 12” and come in 50 yard rolls. Fiberglass tape has selvage edges to keep it from un-raveling and do not have an adhesive backing. They are used with resin just like the regular fabrics.



Chopped strand mat is also known as fiberglass mat. It is made up of short strands of fibers that are randomly oriented and held together with a resin binder. The resin binder needs styrene to dissolve properly. This makes it incompatible with epoxy resin. It is only compatible with polyester and vinyl ester resin which contains styrene. When polyester or vinyl ester resin is added to the mat, the binder dissolves and the fibers can be moved around. This makes it easy to conform to tight curves and corners.
Chopped strand mat is the most affordable fiberglass and is frequently used in mold construction or projects where thickness is needed. It is meant for non-structural application as it does not have much strength. If you need strength you should choose a woven cloth or you could mix the two. Mat can be used between layers of woven fabric to help build thickness quickly and to aid in all layers bonding well together.
Mat is also often used as the first layer, right before the gelcoat, in a laminate to hide print through from heavier fabrics. Print through is when the fabric weave texture shows through the resin. Mat is also easy to handle and can be torn instead of cut.


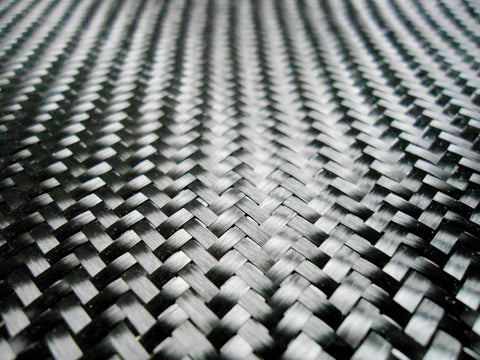
Carbon fiber is known for being light weight, strong and for having great cosmetics. It is often used in the automobile, sporting goods and aerospace industry. A yard of carbon fiber cloth has millions of microscopic filaments all bundled together. For example, in a 3k fiber fabric, each bundle of fiber has 3000 filaments in it. Each filament carries part of the load. The bundles are woven together to form a strong fabric.
In cars, the 2x2 twill weave carbon fiber fabric is used to make hoods and dashboards. Usually, the carbon fiber is only there for its good looks. It doesn’t add strength or durability. It looks especially nice when it has a glossy clear coat on top of it.
Carbon comes in 3k, 6k and 12k varieties. The larger the k the larger the weave.


Kevlar® has great impact, heat and abrasion resistance. It also has excellent tensile strength, but poor compression strength. Kevlar® is used in bullet-proof vests, motorcycle racing cloth and gloves, kayaks and canoes. If a project needs abrasion resistance Kevlar® can be a good option.
One thing to note is that Kevlar® can be very difficult to cut. A separate pair of scissors should be used.

Woven roving is a heavy, coarse plain weave cloth that comes in 18 and 24 oz weights. It is made up of bundles of roving that are woven together loosely at 90 degrees and is ideal for laminating large flat areas. It is a great option to use in boat building, especially when used in conjunction with chopped strand mat. The mat will help the woven roving adhere well to subsequent layers and fill in the voids. Just be aware that if you use it with mat, it will not be compatible with epoxy resin.
Woven roving builds up thickness quickly and provides strength. A drawback is that there can be some crimping in the woven bundles. These crimp points can fracture. It is also a very heavy fabric that does not conform to curves.



Knitted fabric is bundled and stitched together. It wets out fast and provides maximum directional strength. It saves time in multi-layer layups. There is no crimping since the fabric is stitched instead of woven.
Knitted fabric is also a good option in boat building and in the composite industry. The most common knitted fabric is DBM 1708. The 1708 is a 17 ounce +/-45 bias fabric with a 3/4 ounce chopped strand mat stitched to it.
Knitted fabric is compatible with polyester, vinyl ester and epoxy resin. It is compatible with epoxy even though it has mat with it. The mat that is stitched to the fabric does not have a styrene binder like the regular chopped strand mat.
The resin that is chosen also depends on many variables. Some of those variables are similar to the ones used when choosing a reinforcement- where you are applying it, what properties you need, why you will be using it and cost. It will also depend on the type of reinforcement you want to use, whether you will be finishing with a gel coat or not and whether you need it to be corrosion, abrasion or UV resistant. If it is a repair, it will depend on what resin was originally used. Once you have made a list of what is important to you in your laminate, you can research the different types of resins available.

The most commonly used resin is polyester. It is the easiest to use when compared to vinyl ester and epoxy resin. It is also the most economical. Polyester resin has a quick cure and adds dimensional stability. It has many different uses and is often used in building/repairing boats, car bodies, patio decks, surfboards, kayaks, decorative surfaces, outdoor ponds, bath tubs, plus more. If you will be finishing with a gel coat, it is important to use either polyester or vinyl ester resin as your laminating resin. Gel coats are polyester resins and will not adhere well if epoxy resin is used first.
There are several grades of polyester resins including ISO (isophthalic) and Ortho (orthophthalic). The most popular is the Ortho General Purpose Laminating Resin.
Ortho general purpose laminating resin is used for a wide variety of general fiberglass applications. It cures with a surface tack which holds the reinforcement in place and helps the multiple layers adhere well to each other. Another benefit to the surface tack is that it is not necessary to sand between layers. If you need a hard tack free surface, wax can be added (surface agent or surface seal) to the resin. This is typically done on the final layer. A Finishing resin can be used for the final layer as well. There is wax in a Finishing resin that rises to the top when cured and seals off the air thus providing that hard-finished surface. There will be no tack.
ISO (isophthalic) resin is a superior grade polyester laminating resin. It has higher heat distortion, is more impermeable to moisture and has better corrosion resistance. ISO resin also has a better tensile strength. It is often used in mold making because it is a stiffer resin and less likely to distort. It is also used on pipes or parts that require the higher corrosion and temperature resistance.
Surfboard Resin is another popular polyester. It is a water clear, UV and impact resistant resin. It provides some flex to help resist impact damage and also has UV inhibitors to protect the water clear appearance.
****Polyester and vinyl ester are not compatible with epoxy resin. Epoxy can be applied over polyester and vinyl ester resin for repairs etc., but not vice versa.

Vinyl ester resin falls between the polyester and epoxy resin when it comes to different characteristics and cost. It has a longer molecular chain than polyester resin which helps it absorb impact better than polyester and it shrinks less. There is also less chance of de-lamination when using VE resin. Vinyl ester can be used as a final coat after polyester resin to create a better water barrier.
Vinyl Ester resin is also more resistant to solvents and water degradation. It is typically used in boat hulls, gas tanks, kayaks, canoes and other items that will be exposed to chemicals such as fuel or water for extended periods of time.
VE resin is a tougher resin because of its longer molecular chains. It can withstand repeated bending better than both polyester and epoxy resin. Vinyl ester resin cures with a tack.
The price falls in between polyester and epoxy resin. It costs more than polyester resin and less than epoxy resin.

MEKP (methyl ethyl ketone peroxide) is the necessary catalyst for polyester and vinyl ester resins and gel coats. Without MEKP there will not be the needed chemical reaction that turns the liquid resin into a solid. It is designed for a room temperature cure.
More or less catalyst can be added depending on how long of a pot life and working time is desired. Pot life is the amount of time it takes before the resin hardens in a mixing cup. Unlike epoxy resin, polyester and vinyl ester cure time can be manipulated by the amounts of MEKP added. Typically, catalyst is used between 1.25% to 1.75% (1 2/3 ounce to 2 1/3 ounces per gallon).
The less MEKP added, the longer the pot life/working time will be. The more MEKP added, the shorter the pot life and working time. Be careful when adding more or less than the recommended amounts. Too much catalyst and the finished product can be prone to fractures or the resin in the cup will form a rubbery material before it can be used. If not enough catalyst is added, your resin will never cure. Cure time can be affected also by how thick the product is and how much resin is mixed per batch. It is best to work in smaller quantities.
The ideal temperature to work in is 70 degrees. It is not recommended to work in temps under 60 degrees Farenheit and the product could cure too fast if the temperature is above 80 degrees Farenheit.
***MEKP is hazardous. It needs to be handled with care.


Epoxy resin is an advanced system that comes in two parts. The resin side is typically designated as the ‘A’ side. The ‘B’ side is the hardener side. It comes in a variety of mix ratios including 2:1 or 4:1 ratios by weight or volume. For example, a gallon of Part A would require a half gallon of Part B with a 2:1 by weight system.
Epoxy resin is stronger than polyester and vinyl ester resin and is ideal for high performance and light weight parts. It is water resistant and has good flexibility. It has great bonding capability and a fast wet out. Epoxies have a low odor compared to other resins. One of the only downsides to epoxy is that it is more expensive than polyester and vinyl ester resin. It can be used with carbon fiber, Kevlar and fiberglass cloth (NOT compatible with chopped strand mat).
There is a choice of three different hardeners for epoxy resin: fast, medium and slow. Which speed of hardener chosen depends on the working temperature, the desired working time and the needed drying time. Epoxies dry with a full surface cure.
It is ideal to work in temperatures around 75-80 degrees. It is also important to warm up the resin and the working surface to room temperature if it is too cold. Mixing cold resin will create many air bubbles. The room and surface should stay warm through the whole curing process (approx. 3 days).
Measuring the correct ratio of A:B is EXTREMELY important. Most problems that occur with improper cure is due to not measuring the correct ratio or not mixing thoroughly. When mixing, the sides and bottom of the mixing cup should be scraped down well.
***It is very important that you do not add extra hardener to try and speed up the cure time. This will ruin your project. Instead, heat up the room to accelerate the process.
Working with fiberglass and resin can be hazardous if you are not careful. It is imperative to work in a well-ventilated area. The styrene in polyester and vinyl ester resins evaporate into the air during lay-up. Strong fumes come from the styrene and it is highly flammable. The same rules apply when working with epoxy. While the fumes are not as strong, it can still be hazardous to work with.
It is important to wear proper safety clothing to protect you from fumes and from getting hazardous material on your skin. Always wear a good respirator mask to protect from the fumes during the laminating process. You should also wear a respirator mask when cutting fiberglass, spraying gel coat or resin, working with solvents or sanding the finished laminate.
Wear gloves when working with fiberglass and resin. Nitrile gloves work best with epoxies. Also, eye protection is a must. Getting resin or catalyst in your eyes can cause permanent damage. Just the fumes alone could irritate your eyes making it very uncomfortable to work. Make sure the protective eye wear you choose is shatter proof.
Material Safety Data Sheets (SDS) are available for all hazardous materials including resin and MEKP. Read these carefully. They contain the known health and safety hazards, first aid measures, handling and storage instructions etc.
***A good recommendation is to keep a fire extinguisher and some sand in the shop. There is always a chance of fire. Plastic fires cannot be put out easily with water.



There are many different accessories you will need depending on your project. Some of these include mixing and measuring cups, spreaders, squeegees, rollers and brushes.
Graduated measuring cups are great when mixing and measuring resin. Stir sticks or tongue depressors can be used to stir the resin thoroughly.
Squeegees and spreaders are helpful when working with fiberglass and resin. The squeegee and spreader will help spread and evenly saturate the fabric.
A roller is also used to evenly saturate the fabric and will in addition help get rid of air pockets and excess resin in the fabric. If you have too much resin, spots without resin or bubbles in your finished product, you run the risk of it being weak and breaking. Using a good roller will help in creating a strong finished product.
There are several different roller options including deluxe aluminum rollers, corner rollers and barrel rollers. Deluxe aluminum rollers have grooves or fins to help distribute resin and get rid of air trapped within the fabric weave. The aluminum rollers are recommended when increased pressure is needed particularly on larger applications.
Corner rollers are designed for concave surfaces and filets where flat rollers are not effective. They eliminate bubbles in critical inside corners. They save time when rolling out non-flat surfaces.
Barrel rollers are also designed for curved and concave surfaces where flat rollers are not effective. They are wider in the middle and smaller on the ends. Radius/barrel rollers are perfect for small areas. They have deep fins.



Depending on your project, you may need some other items to complete your job-
Mold Release (PVA film or paste wax)
Surface seal (wax to create a tack free surface)
Styrene Monomer (thins gel coat or resin for spraying)
Acetone
Fillers (glass bubbles, fumed silica, milled glass fibers etc. to create a putty)
Once you have picked out all of your supplies, you are ready to prep your area and start the layup process. If you have any questions on the process, you can email us at sales@fiberglasswarehouse.com .
Do not use polyester or vinyl ester resin on Styrofoam. The styrene in the polyester or vinyl ester resin will melt it. Epoxy resin should be used.
Resin has a short shelf life. Try to store the resin in a cool dry place, or refrigerate (do not freeze) it to extend the life of the resin. When using Vinyl Ester resin, be sure to use it quickly after purchasing. Vinyl Ester has a shelf life of 3 months.
One of the most important steps when working with fiberglass is surface preparation. Your surface must be clean and dry. The surface needs to be free of contaminates such as dust, existing paint, grease, oil etc. You can prepare your surface by sanding with a coarse sand paper and power sander. It can be time consuming but well worth it. Clean the surface with acetone to remove dust or grease.
Hello, I have a styrofoam stand-up paddleboard. The brand is Orca. Length about 8’. The thin film is peeling off of the board in various areas, mostly along the sides. Much of the original film is intact and in good condition. I believe this is fiberglass. If so, it seems that the loose peeling material can be peeled off and the areas resurfaced with fiberglass cloth and epoxy resin. Best-guess estimate is around 50 SF of area to repair/resurface. Is this an effective way to repair this board? If so, which products would you recommend? Thanks in advance.
@Lee- If it cracks, it is probably because it wasn’t supported correctly. I’m guessing it won’t hurt if you add more material. What you may do is put 6 lb pour foam underneath the tub to give it some strength.
Hi,
I plan to purchase an acrylic alcove tub with integral front apron. I chose acrylic over cast iron since the tub will be installed in the upstairs bathroom—weight concerns. The spec sheet indicates it’s reinforced with fiberglass and resin. However, when I read the online reviews, no matter which brand of tub I research, the common theme seems to be tubs arriving chipped, cracked, etc. or worse, the tub cracking several months to a year after installation. Now you may think I’m crazy but I am seriously considering reinforcing the underside of the entire tub with 1-2 layers of fiberglass cloth and resin prior to installation as a preventative measure.
Having said that, which fiberglass/resin combination do you recommend to boost the strength/impact-resistance of the tub? Waterproofing is important as well. Thanks in advance for your assistance.
@Omar- Si se puede. Si tienes desmoldante, si lo puedes hacer.






@Gerry- Are you sure it has fiberglass on it? Can you see a weave pattern?
Not knowing what the film is, it may be better to remove it all and replace it with a new layer of fiberglass and resin. The resin may not stick to the film.
Do you have pictures you can send?